| ARAKAWASIDE MALT WHISKY DISTILLERY CHICHIBU 秩父蒸留所 |
||
 |
Chichibu Distillery 「ベンチャー・ウィスキー秩父蒸留所」 〜Ventur Whisky〜 「肥土伊知郎氏の挑戦」 |
 |
| ARAKAWASIDE MALT WHISKY DISTILLERY CHICHIBU 秩父蒸留所 |
||
|
Chichibu Distillery 「ベンチャー・ウィスキー秩父蒸留所」 〜Ventur Whisky〜 「肥土伊知郎氏の挑戦」 |
|
| 「ベンチャー・ウィスキー 〜秩父蒸留所〜」 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 キルンが目印の蒸留所 近所では時計台(?)と思われているそうな。  周りにはこれといって何もない…  左の白い建物が製造棟  貯蔵庫 zzz… それでは、 蒸留所内を細かく見ていきましょう! <原料麦芽>  訪問時に使用していたドイツの製麦会社のモルト 品種はブレマーかオプティックのアンピーテッド <麦芽粉砕>
 粉砕麦芽はハスク、グリスト、フラワーと一定の比率を維持 <糖化>
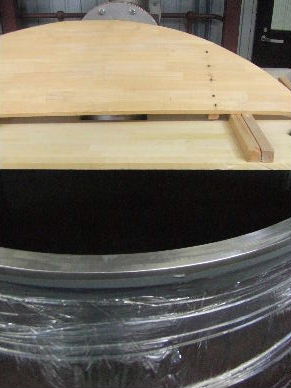  糖化槽 ここで粉砕麦芽とお湯を混ぜ糖化させる。  糖化槽の内部  麦汁冷却用熱交換器 ここを通し麦汁を冷まして醗酵槽に送る。 <醗酵>
 横浜にある会社に製造を依頼した純国産ミズナラ醗酵槽
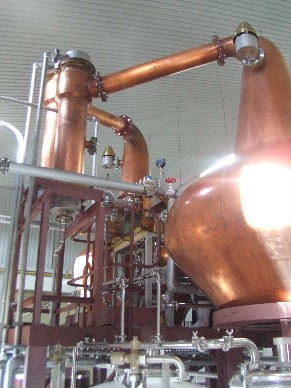
<蒸留>
 蒸留の為に蒸気を作るボイラー <熟成貯蔵>
|
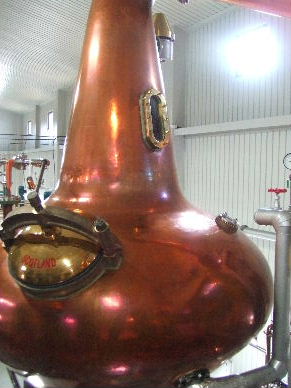
初訪問 2月24日(日) 今はまだ原料麦芽の貯蔵庫になっているキルン棟 今はまだ原料麦芽の貯蔵庫になっているキルン棟ついに蒸留所が操業を始めた。そう、他ならぬベンチャーウィスキーの秩父蒸留所のことである。バーテンダー仲間と車で出かけて行った。有料道路を過ぎ、地図を見ながら目的地を目指す。 「キルンだ!」遠くから丘の上にパゴダ屋根が見えた。どことなく秩父の景色にスペイサイド風景がかさなる。否、ここはスペイサイドならぬ「荒川サイド」なのだ。 スコットランドから数日前に帰り二月最後のよく晴れ渡った日にはじめて訪れた。何もかもが新しくピカピカしている。国内外たくさんの蒸留所を見てきたがこんなに小さく、小奇麗な蒸留所は初めてだ。綺麗なのは当たり前なのだ、なんと言っても数日前に蒸留を開始したばかりなのだから。 一つの棟内にウィスキーを作りのすべての工程が詰まっている。粉砕、糖化、醗酵、蒸留、高いところからすべてが見渡せる。手作り的な感覚が、新しい世代の「マイクロ・ディスティラリー」の姿を伝えているように思う。大資本、大量生産、安定した品質を誇る大メーカーの蒸留所とは全く違うガレージ・ウィスキーの生産現場がそこにある。無論、見学者コースもなければ気の効いたヴィジターセンターもない。そこは真剣にウィスキーを作り出す場でしかないワーキング・ディスティラリー特有の緊張感のようなものがある。 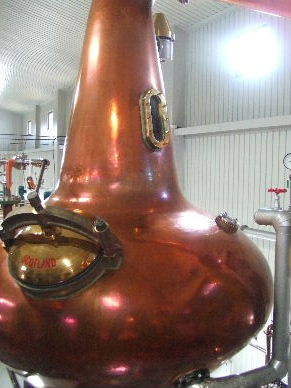  ピカピカのポット・スティルとスピリット・セーフ ここでは伊知郎氏をはじめ合計4人の人たちが忙しそうに働いていた。蒸留器のそばでバルブの調整を真剣に行いながら色々な質問に丁寧に情熱的に答えていただいた内堀氏は蒸留一筋40年のベテラン技師。以前は軽井沢蒸留所でモルト・マスターを勤めていた兵でベンチャーウィスキーのために秩父へやってきた。その傍らで色々とアドバイスを受けながら作業をするベンチャーウィスキーの紅一点、門間さん。写真を撮りながらホースなどをアッチからこっちへ…色々な作業に終われて忙しそうな渡辺さん。そして我々を引きつれ一つ一つの工程を案内して廻る肥土伊知郎氏。それぞれ個性的なキャラクターの持ち主が力をあわせて作り上げるウィスキー。それだけでも飲んでみたい気持にさせられる。
働くすべての人々が活き活きと真剣にそれぞれの仕事に取り組んでいる。一つのビジョンを掲げそれに向かってそれぞれがそれぞれの持ち味を発揮しながら真剣に仕事に取り組む姿は見ていて感動的だ。ウィスキーつくりだけでなく、人を活かし、気持ちよく働ける環境を整備し、いつも飲み手や売り手の言葉にも耳を傾ける伊知郎氏の企業人としての素晴らしさにも心から感心させられた。
まだ樽もなくガランとした貯蔵庫はなかなか見られるものではない。ここでこれからどんな原酒が時を過ごすのだろうか。そしてどんなウィスキーが瓶詰され我々の手元に届くのだろうか。埼玉のバーマンとしてはピカピカの蒸留器が煤けてきた頃、至極の一杯を注ぐ喜びを味わえる日が今から楽しみである。 薄暗い貯蔵庫から外に出ると晴れ渡った空にパゴダ屋根を乗せたキルンが眩しかった。いつの日かこのキルンで埼玉県産のピート炊いて、ほんとのローカル・ウィスキーが作られるのだろう。埼玉でバーを経営していて良かったと思う。わが町から秩父は近くはないが同じ「荒川サイド」だ。 埼玉から世界へ。荒川から7つの海に漕ぎ出でるIchiro's Malt!! 2回目の訪問 5月25日(日)
お忙しい中、迷惑なお願いと知りつつもどうしても飲み手の方々を蒸留所に案内したくて伊知郎氏にメールで蒸留所見学のお願いをしたところ「是非いらしてください。多くの方に来ていただくのは嬉しいのですが、小さい蒸留所なので見学は15人が限界です。」という回答を頂いた。 ほんとは中型バスチャーター位でも人が集まってしまいそうな勢いがあったのだが某大手ウィスキーメーカーのプラントのような蒸留所とは違うので少人数でレンターカーを借りての訪問となった。それでも車に乗り切れず電車で直接集まっていただくお客様もいるほどの見学希望者多数、満員御礼。 秩父駅近くのサルベージで自家農園のハーブをたっぷり使った美味しいイタリアンで昼食を済ませチェ・アリーの横田さんに車で先導してもらい以前来たときとは逆方向から蒸留所に着いた。最初に迎えてくれたのは長靴姿が板についた門間さん。一つ25kgのモルトの入った袋を運んでいるところだった。すっかり蒸留所の仕事にも慣れてきたようだ。世界の蒸留所の中でもこんなに活き活きと女性が元気に働いている蒸留所も珍しいだろう。
早速、蒸留所の中へ。今日は糖化、醗酵、蒸留とすべての作業が行われている。原料麦芽の粉砕工程の説明では、ミルの説明から麦の品種、粉砕麦芽のハスク、グリスト、フラワーとその比率とそれぞれの役割、出来上がる麦汁の糖度の関係などを丁寧に説明していただいた。続く糖化工程では糖化槽から麦汁を抜き取っていく作業が行われていた。この工程は少しずつバルブをあけ繊細に行われる熟練が必要な作業で最近、やっと時間通りに終わるようになったということだった。社員みんながウィスキー作りに精通した熟練ばかりではないので、一つ一つの作業をデータを取りながら経験を積みながら進めているようだ。
2月に来たときにはピカピカ輝いていたスティルは少し色が変わっていた。今のところ、原料の麦芽はアンピーテッドの物を使っているそうだ。作業の熟練度、醗酵槽や蒸留器のクセや特製を見るためにそうしているそうだ。ピーテッドの麦芽を使用すると似た物ばかりが出来上がってしまい出来たスピリッツの状態を分析するには不向きなのだそうだ。データの収集が出来たらピーテッド麦芽も使っていく予定だそうだ。小さい蒸留所ゆえ小回りの効く飲み手の喜びそうな造り分けがアイディアが伊知郎氏の頭の中には詰まっていそうだ。
伊知郎氏の説明も一通り終わり樽について立ち話をしていると周りでは… 「クンクン、クンクン」「?」「!!」ダボ穴に鼻を近づけ臭いを嗅ぎ出す。 「この樽はよさそうだ」「いやこっちだ!」などと勝手なことをいいながら貯蔵庫の中で宝探しさながら楽しそうな皆さん。 「で、マスターどの樽買うの?」 「肥土さん、いくら?」 「まだ値段ついてないので…なんとも…」 「じゃあ値段決めたら教えてください。みんなで買いますから!」 貯蔵庫から外に出て本日のサプライズ!
作り手と飲み手をつなぐのが我々バーマンをはじめとする売り手の仕事。これからも時にはカウンターから離れ秩父の自然に囲まれた蒸留所を訪ねる機会を作っていきたいと思う。我らのローカル・ウィスキーはますます近い存在になっていくに違いない。ヨーロッパで絶賛されても、世界一になっても最も身近なウィスキーであり続ける存在に違いない。作り手一人ひとりの顔が思い浮かぶ酒は一層味わい深いのである。遠いアイラより近い秩父の時代はもっと豊かな酔いの時代の到来を意味するのかもしれない。
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Written by M.Kawamoto
updated:07 June, 2008 by CASK AND STILL
BAR CASK AND STILL TOP